









Tapping 3" NPT Threads in Aluminum and Cast Iron
Large NPT pipe threads require significant torque and control, especially when working with materials like cast iron. Many manufacturers still perform these operations on drill presses, which can slow production and require multiple passes through the machine.
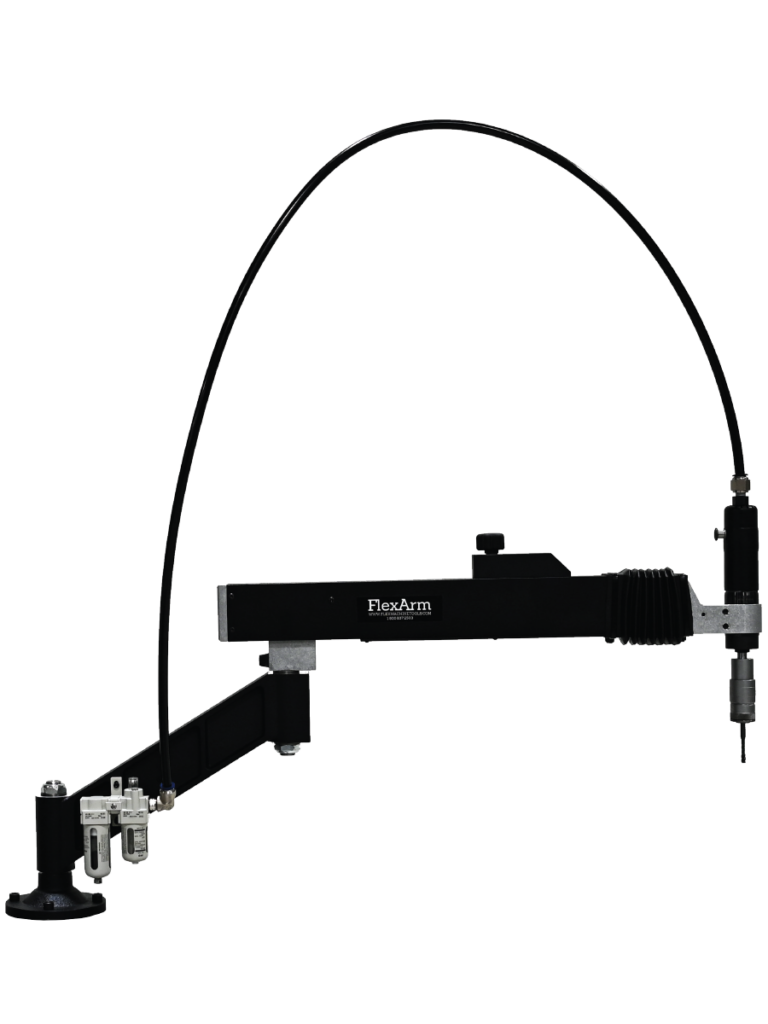
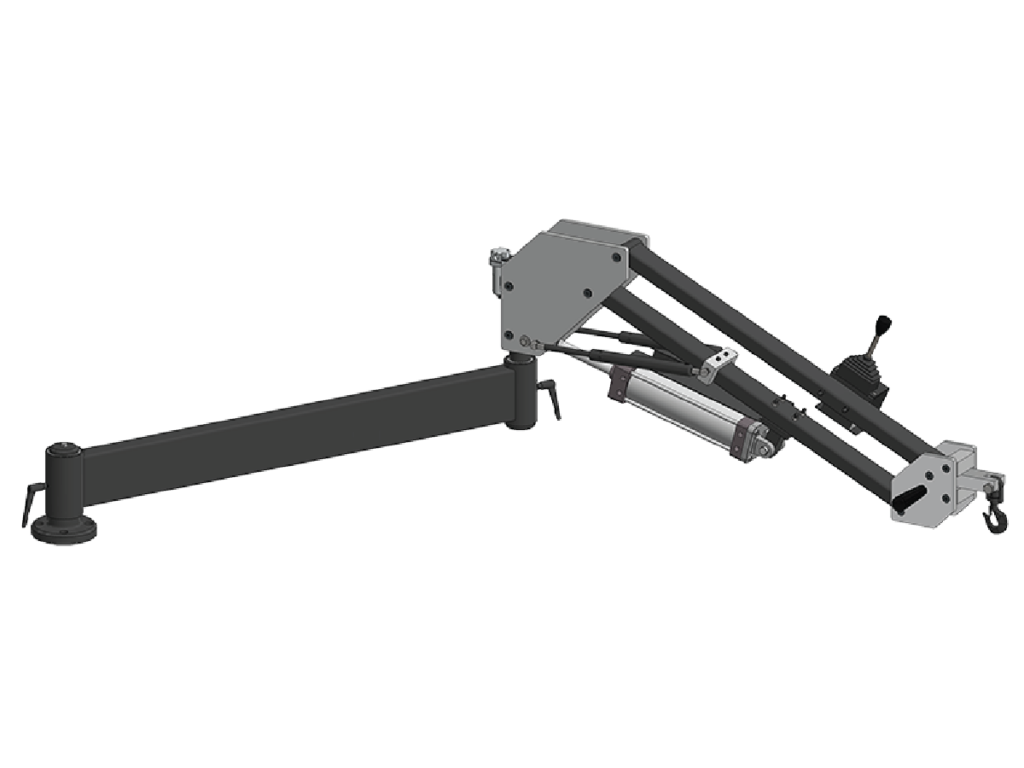
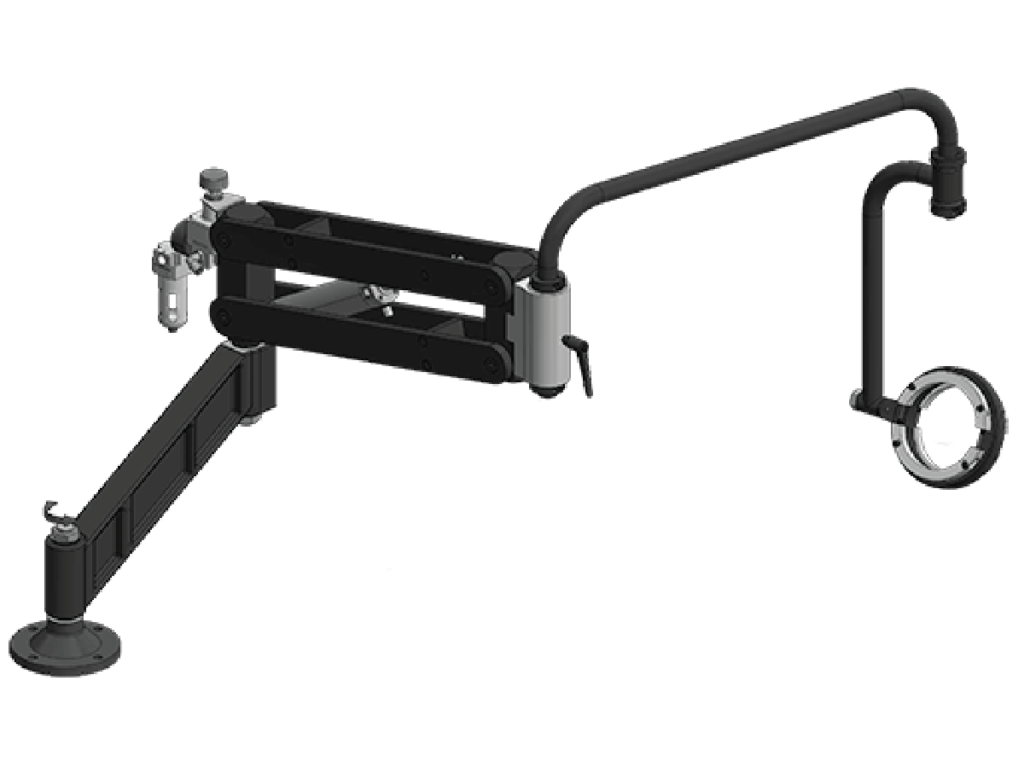
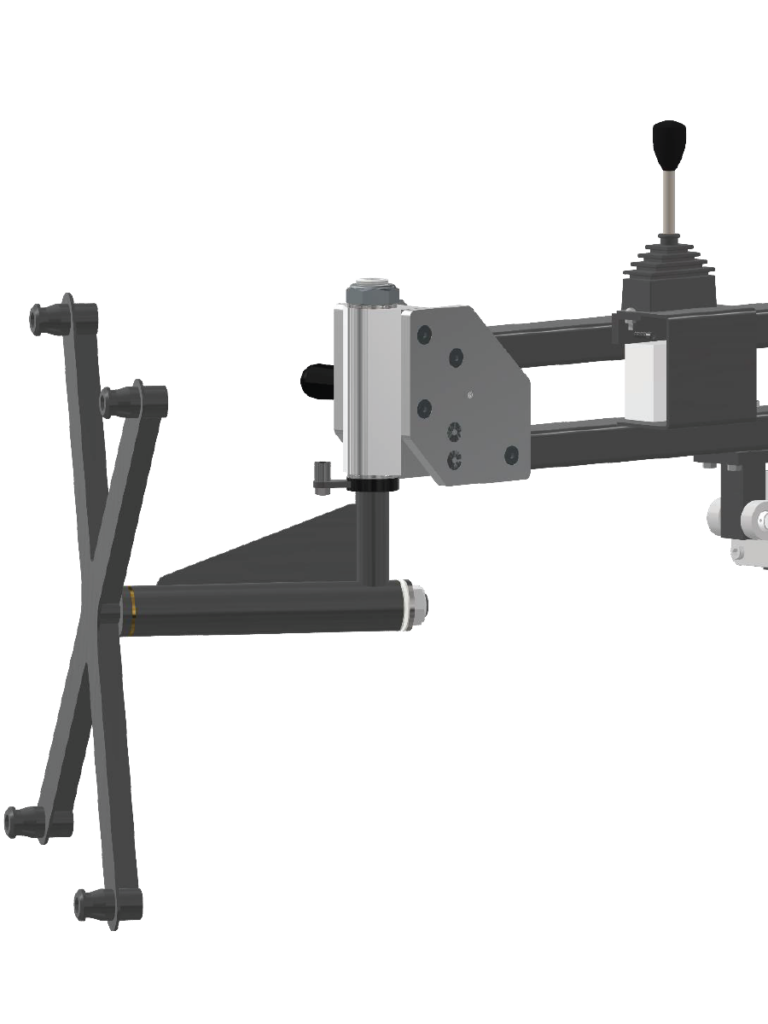
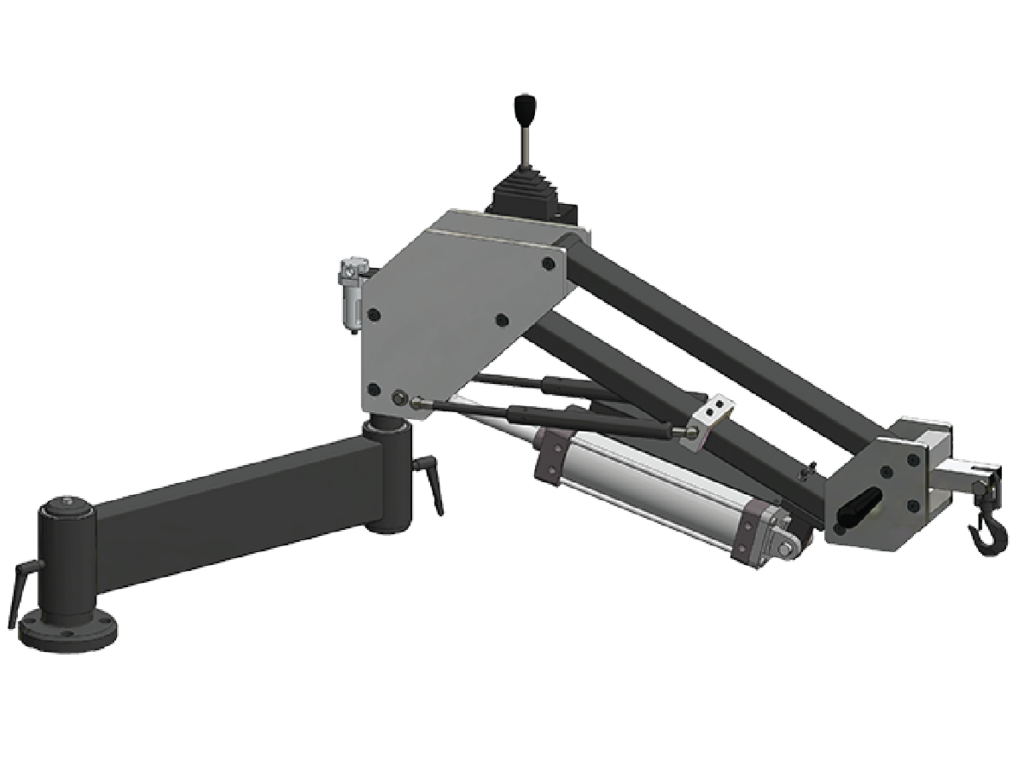
We recently conducted a tap test using the GH-60 hydraulic tapping arm to evaluate its efficiency in cutting 3″ NPT threads in aluminum and cast iron.
The Application
The parts used in this test are compressor pistons for large reciprocating compressors used in the gas and oil industries. These compressors operate in demanding environments where thread quality and reliability are critical.
The manufacturer that requested the test is known for producing large-scale gas compression equipment, with a facility that has been building reciprocating compressors since 1899.
The Existing Process
Previously, these threads were being tapped on a large drill press. While effective, this approach created several production challenges:
- Slower cycle times
- Multiple passes through the same machine
- Increased operator effort when tapping large threads
Large pipe threads, such as 3″ NPT, generate significant cutting forces, making them difficult to manage on general-purpose equipment.

Why Use a Hydraulic Tapping Arm for Large NPT Threads?
Previously, these threads were being tapped on a large drill press. While effective, this approach created several production challenges:
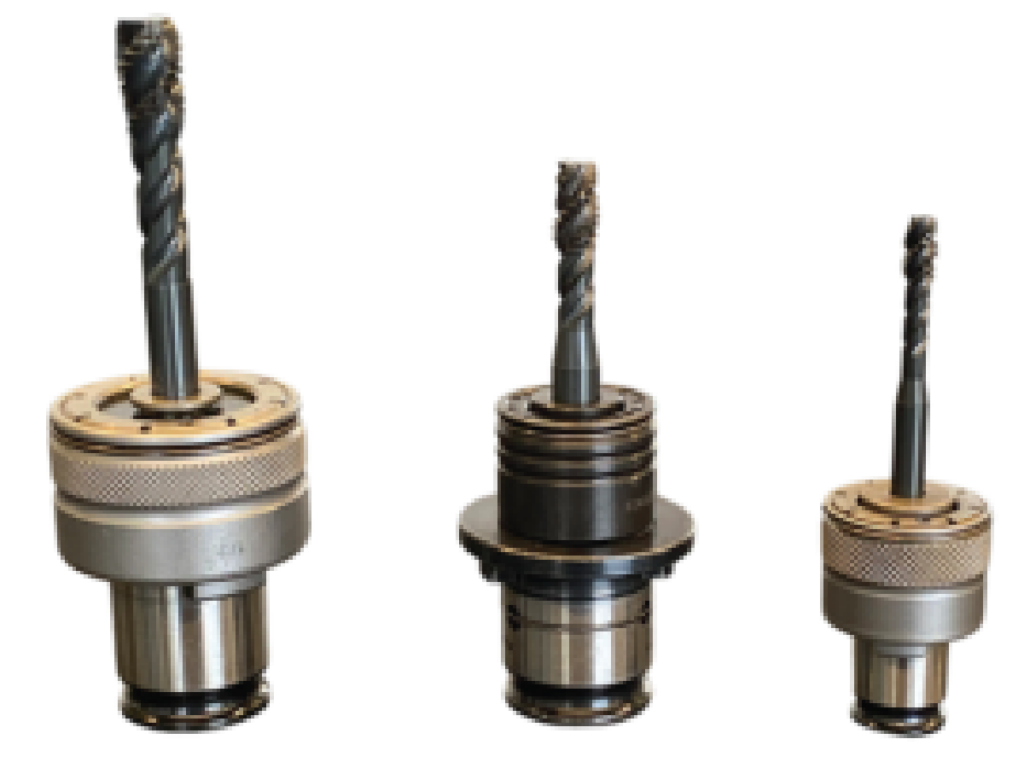
- Providing the torque needed for large taps
- Improving alignment during threading
- Reducing operator fatigue
- Freeing drill presses and CNC machines for other work
For shops that regularly cut large NPT threads, a hydraulic tapping arm can improve efficiency and consistency.
Watch the Tap Test
In the video above, you can see the GH-60 tapping 3″ NPT threads in aluminum and cast iron used in compressor piston components.
Testing real customer applications like this helps manufacturers evaluate better solutions for high-torque tapping operations.
