









A customer needed a reliable, repeatable tapping process for 7/8-10 form taps in hardened steel couplings.
Here’s how we dialed it in, including a critical mid-test fluid change.
The Application
The customer was tapping 7/8-10 UNC threads into steel couplings made from 4320 QT (quench and tempered) steel, a tough, high-strength material that demands a disciplined process. They were doing this work in a milling machine, which created inconsistency and ate into shop throughput. The goal: move tapping off the mill and into a repeatable, purpose-built process.
Why the GH-60
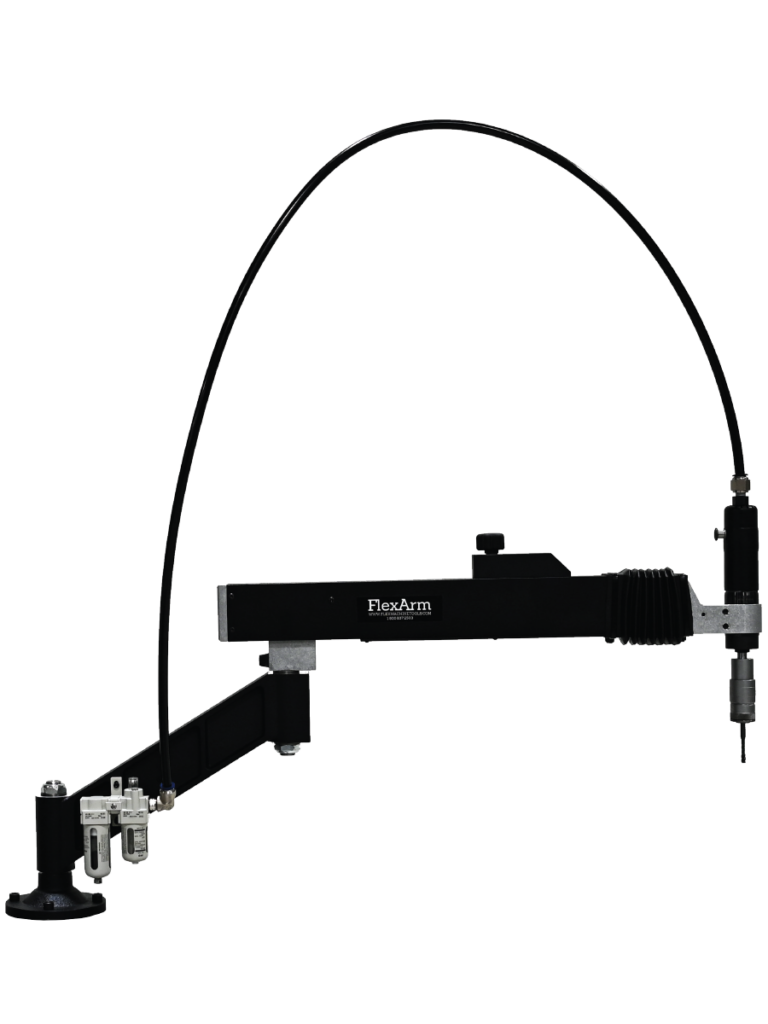
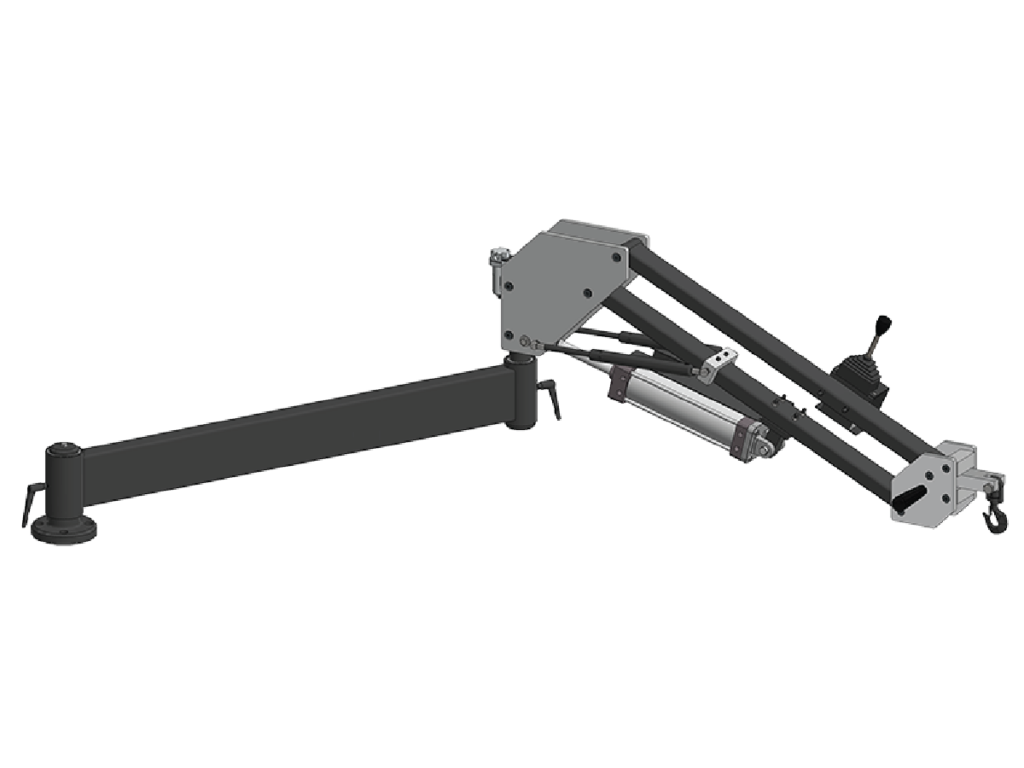
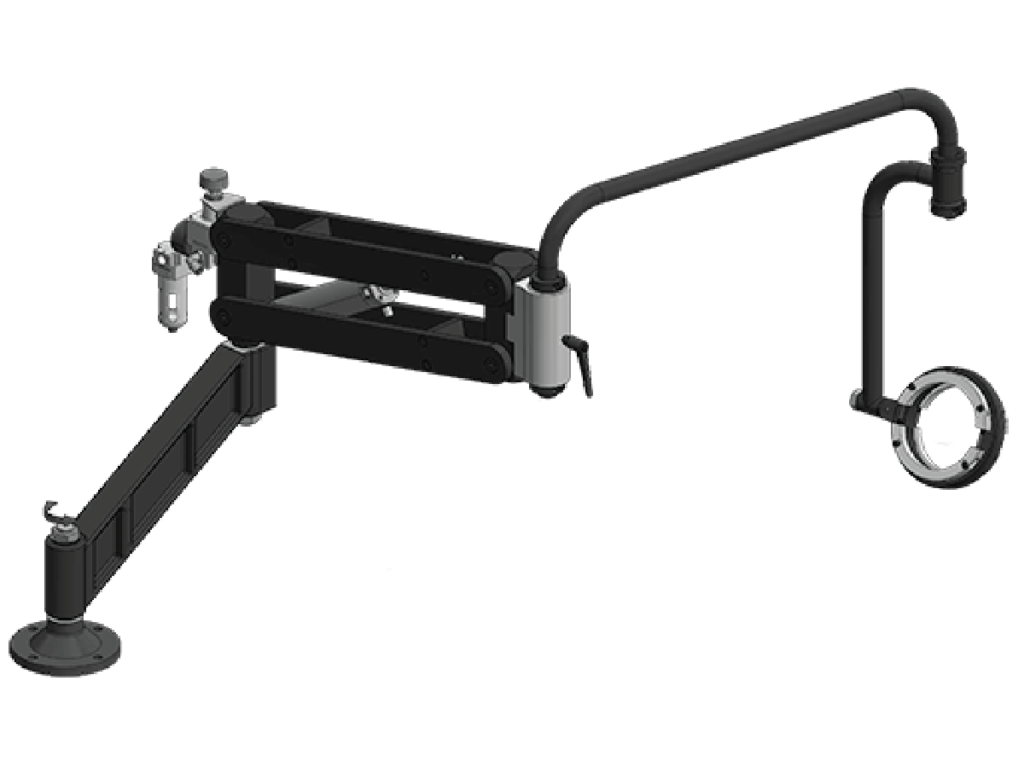
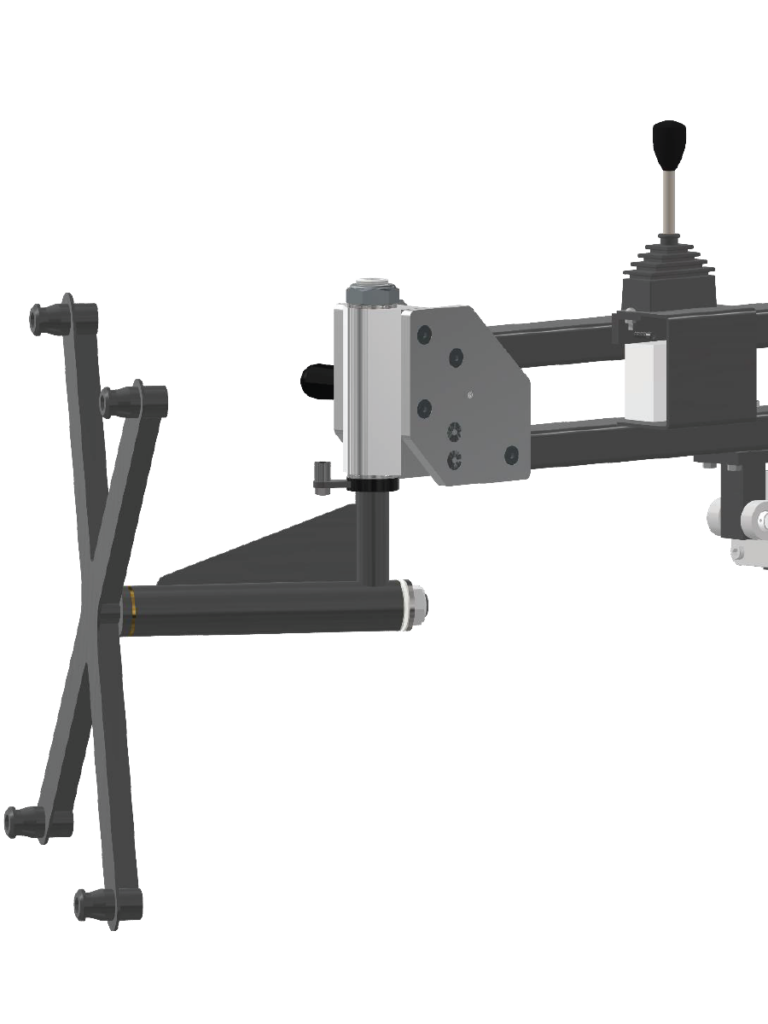
Unlike cut taps that remove material, form taps displace it. That process generates significantly higher torque demands, especially in hardened steel. The GH-60 Hydraulic Tapping Arm was the right tool for this application because of its high torque capacity, giving us precise control over the force applied to the tap.

How We Ran the Tap Test
- Selected the GH-60 Hydraulic Tapping Arm for its high torque output suited to form tapping in hardened steel.
- Adjusted torque settings on the tap holder to match the demands of the 7/8-10 form tap in 4320 QT.
- Dialed in RPM on the arm to optimize thread formation without overdriving the tap or stressing the workpiece.
- Applied Anchorlube as the initial tapping fluid, and quickly identified it was not the right fit for this material.
- Switched to Halocarbon metalworking fluid, formulated for difficult, high-strength materials.
- Ran multiple cycles to confirm consistency and verify the updated process was repeatable across parts.
Finding the Right Cutting Fluid Made All the Difference
We started the tap test with Anchorlube, a common go-to for many tapping applications. On this material, it wasn’t enough. The heat generated by form tapping in 4320 QT was burning and melting the fluid off the tap before it could do its job.
We switched to Halocarbon metalworking fluid, a cutting fluid specifically designed for difficult, high-strength materials. It handled the heat, stayed on the tap, and allowed the thread-forming process to run cleanly and consistently.
This is exactly why tap testing matters. The right fluid isn’t always obvious until you’re running the part, and making that discovery in a controlled test is far better than finding out mid-production.
The Results
With the GH-60, the right torque and RPM settings, and Halocarbon fluid in place, the tap test produced clean, consistent 7/8-10 formed threads in the hardened couplings. The customer walks away with a proven, repeatable process that keeps tapping off the mill and maximizes throughput on the shop floor.

Have a Tough Tapping Application?
We run tap tests to find the right setup before it reaches your floor. Reach out to request a tap test or get a quote today!
